Your project is our project and whether you know exactly or your requirements or you need our advice, talk to us!
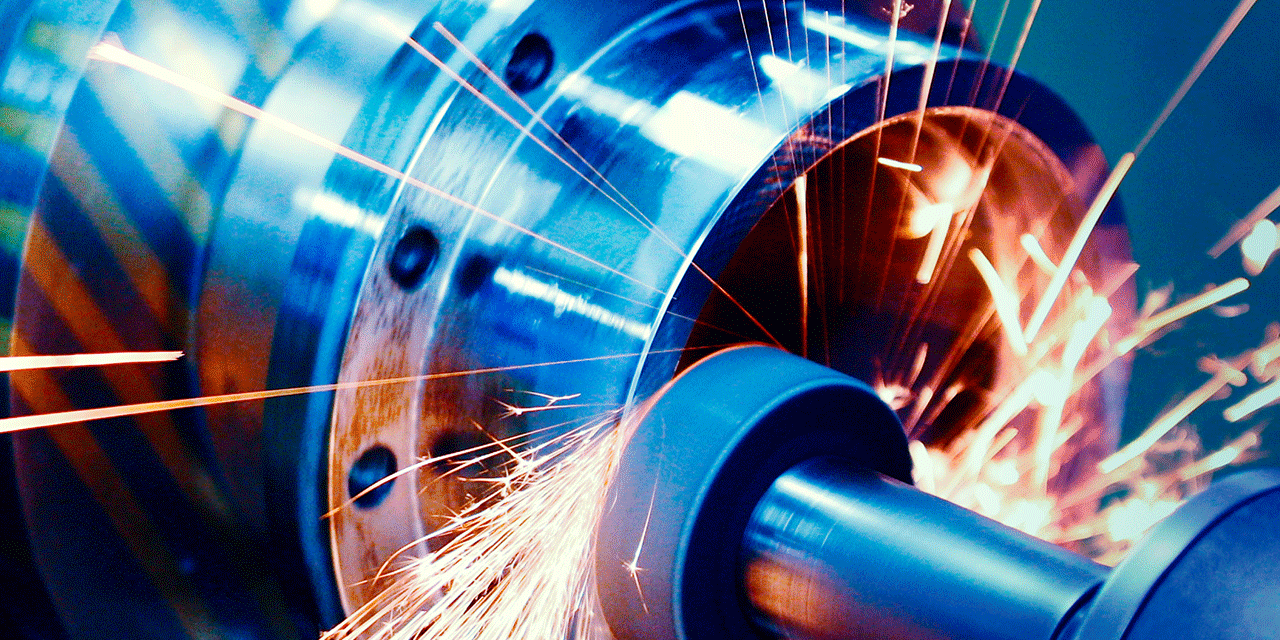
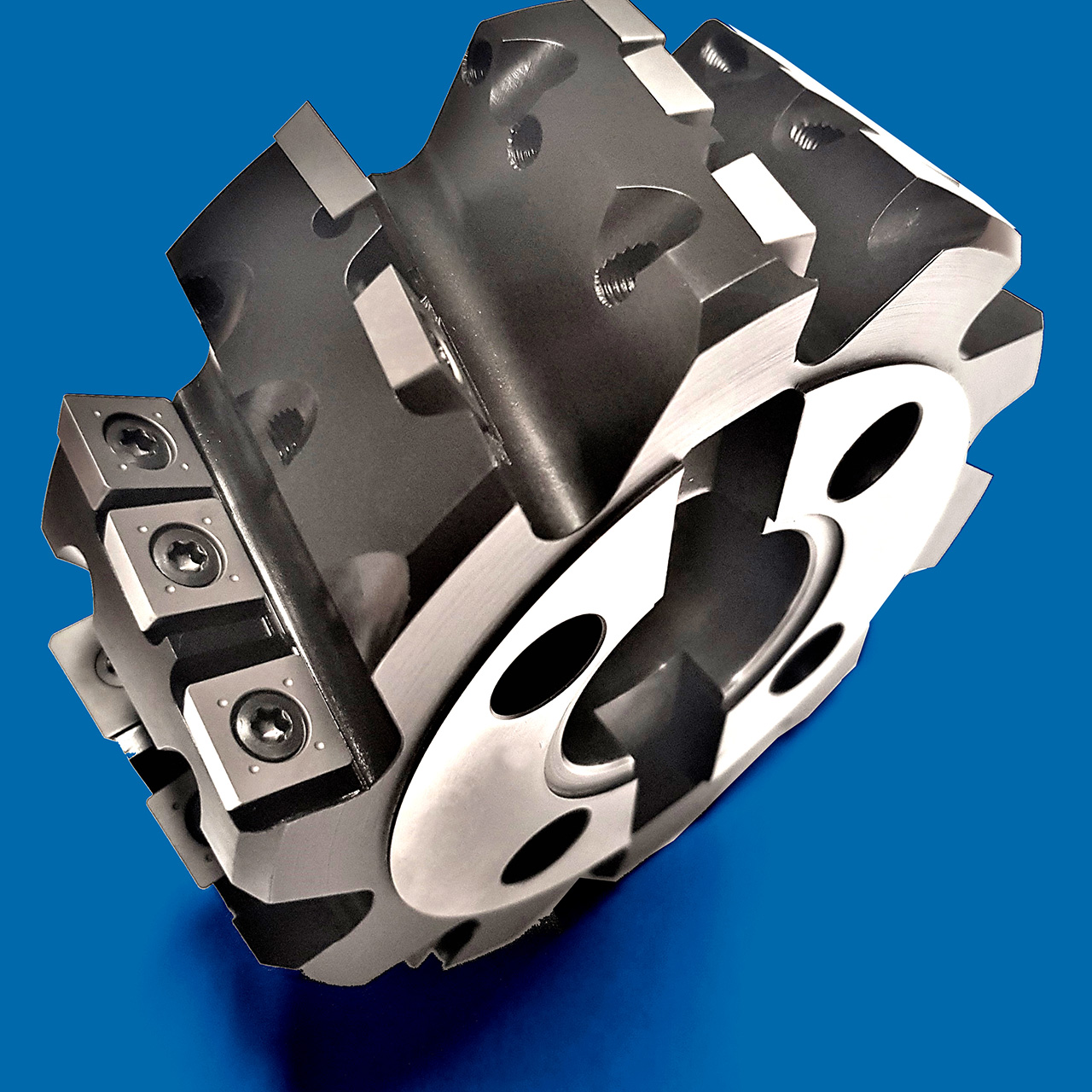
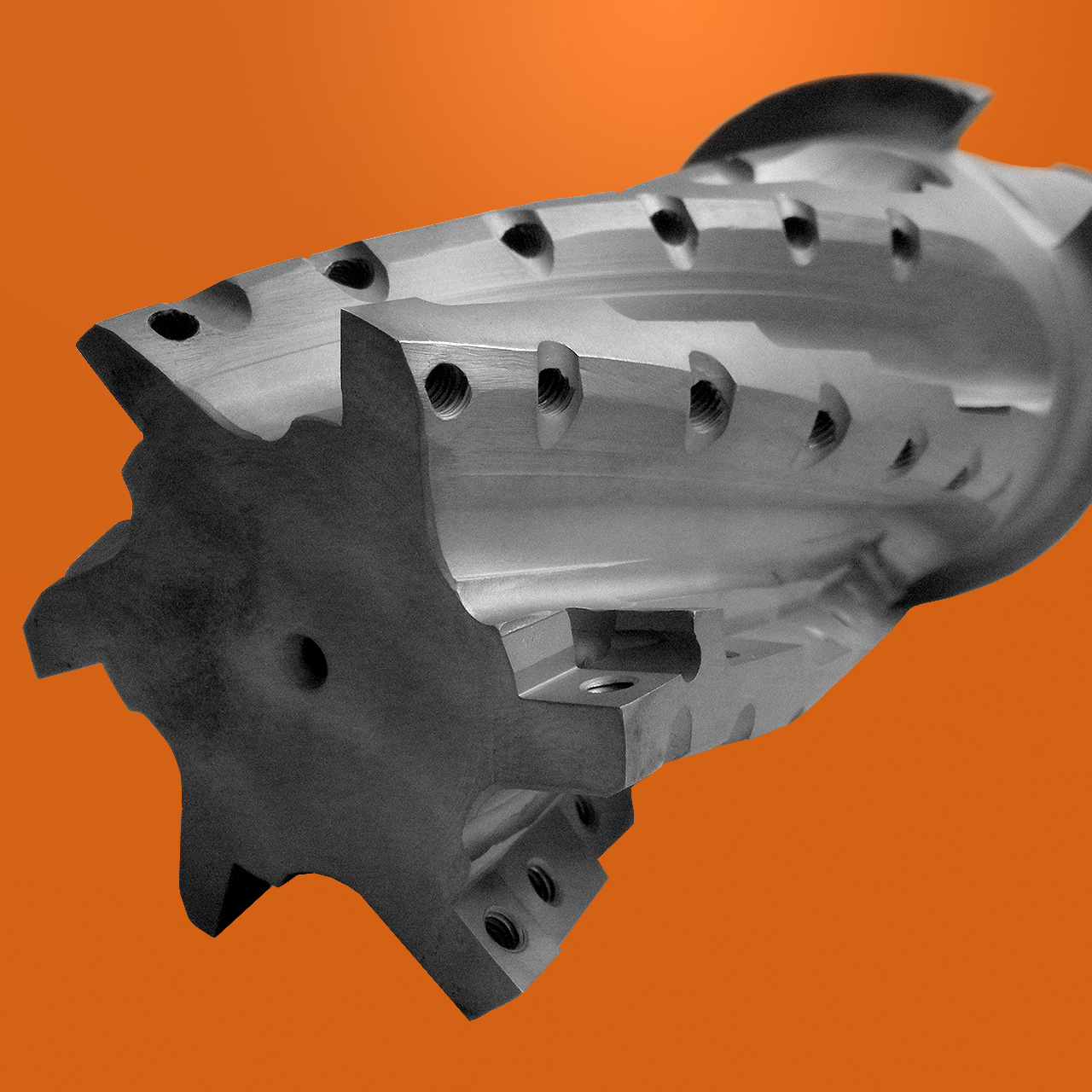
Before
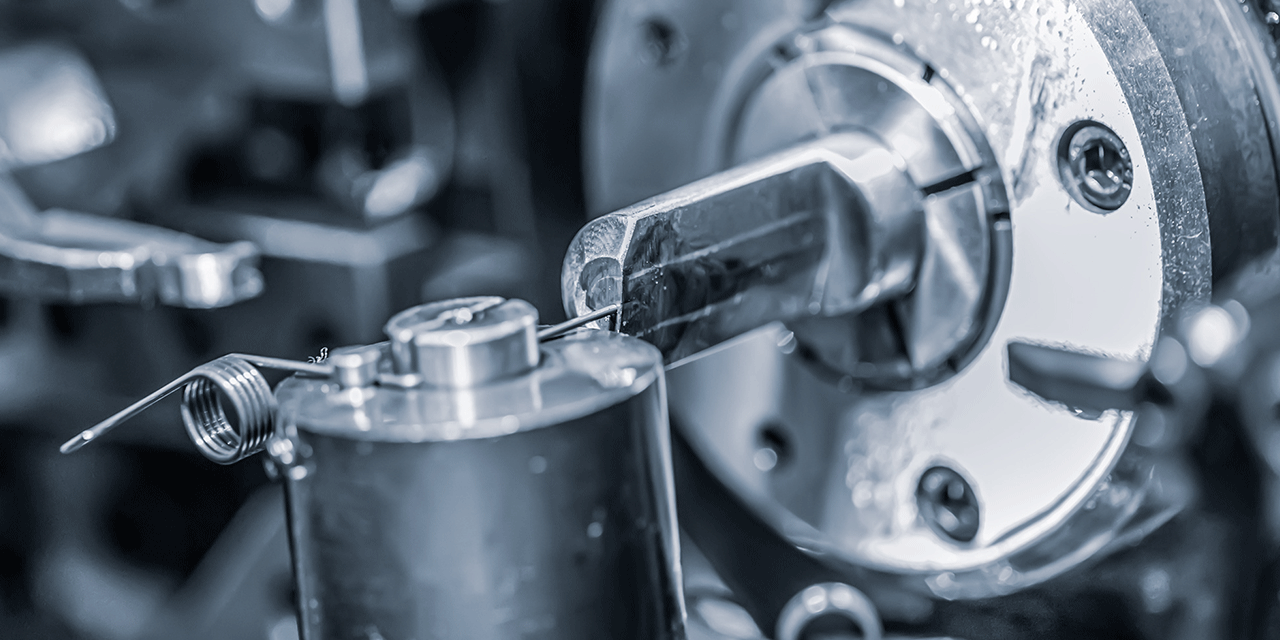
After
“Our OEM manufacturer discontinued a tool, the NTR team not only reverse engineered it from an existing tool, but they also designed out a flaw that had caused production issues for years!”
“The collaboration between our R&D Department and the NTR Engineers has been such a rewarding way of working. To be honest, we just think of them as part of our team now.”
“The capability of the engineers at NTR never fail to impress. We’ve worked with them for a few years now and the tools always come back to Poland in good time and with good quality.”
“We’ve made a striking difference to our bottom line with the savings we’ve made in tooling costs. The repairs and refurbs carried out by NTR are also an important part of our ISO:14001.”
“The Tool Dentist will see you now…“
Looking for your cutting tools repaired by The Tool Dentist?
Our Management Team
Need reliable engineering expertise?
Our company services
Tooling Reclamation
Live Tooling Maintenance
In-house CAD/CAM
Manufacture to Print
Fit4Nuclear Accreditation
Specialist Materials
Coatings & Treatments
Fast Track Service
Our Tooling Projects


Testimonials from our tooling customers
Mike Selby

Maria Sellers
Henryk Przadka
Steve Goddard

![]()
![]()
![]()
![]()
![]()
![]()
![]()